Lean Hamburrger est un restaurant fastfood servant des hamburgers parmi d’autres produits. Le restaurant affirme que la teneur moyenne en graisse des hamburgers est de 15 grammes.
Récemment, quelques clients se sont plaints auprès du responsable du fast food que la teneur en graisse des hamburgers semblait être supérieure à celle de 15 grammes réclamée par le restaurant. Le responsable souhaite utiliser des intervalles de confiance de 95% pour vérifier si la réclamation du restaurant de 15 grammes (moyenne) de graisse dans les hamburgers est correcte. Il souhaite également vérifier son hypothèse selon laquelle l’écart type de la teneur en graisse est inférieur à 1 gramme.
Phase de mesure
On sélectionne au hasard 20 hamburgers et mesure la teneur en matières grasses (en grammes) dans chacun d’entre eux de la manière suivante: , 15,6, 13,5, 14,0, 16,5, 19,0 et 18,6.
| Graisse |
| 15,5 |
| 12,3 |
| 15,4 |
| 16,5 |
| 15,9 |
| 17,1 |
| 16,9 |
| 14,3 |
| 19,1 |
| 18,2 |
| 18,5 |
| 16,3 |
| 20 |
| 19 |
| 15,6 |
| 13,5 |
| 14 |
| 16,5 |
| 19 |
| 18,6 |
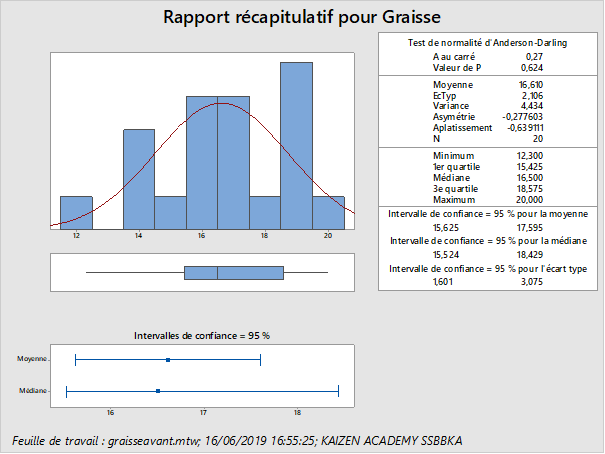
Il souhaite également vérifier si les données sont normalement distribuées avant de s’appuyer sur l’intervalle de confiance. Pour se faire
Test et limites de confiance pour 1 variance : Graisse
Méthode
| σ: écart type de Graisse |
| La méthode de Bonett est valide pour toute loi de distribution continue. |
| La méthode du Khi deux est valide uniquement pour la loi normale. |
Statistiques descriptives
| N | EcTyp | Variance |
Borne
supérieure à 95% pour σ utilisant Bonett |
Borne
supérieure à 95% pour σ utilisant Khi deux |
| 20 | 2,11 | 4,43 | 2,81 | 2,89 |
Avant de passer à la phase d’amélioration, le patron souhaite vérifier le nombre de clients insatisfaits. À cette fin, il sélectionne au hasard 1 000 clients qui ont acheté des hamburgers et constate que 83 d’entre eux sont mécontents de la qualité des aliments. Il construit ensuite un intervalle de confiance pour la proportion de tous les clients insatisfaits.
Test et IC pour 1 proportion
Méthode
| p : proportion d’événement |
| La méthode de l’approximation selon la loi normale est utilisée pour cette analyse. |
Statistiques descriptives
| N | Evénement | P échantillon |
Borne supérieure à 95% pour p |
| 1000 | 83 | 0,083000 | 0,097350 |
Test
| Hypothèse nulle | H₀ : p = 0,5 |
| Hypothèse alternative | H₁ : p < 0,5 |
Test et IC pour 1 proportion
Méthode
| p : proportion d’événement |
| La méthode de l’approximation selon la loi normale est utilisée pour cette analyse. |
Statistiques descriptives
| N | Evénement | P échantillon |
Borne supérieure à 95% pour p |
| 1000 | 83 | 0,083000 | 0,097350 |
Test
| Hypothèse nulle | H₀ : p = 0,5 |
| Hypothèse alternative | H₁ : p < 0,5 |
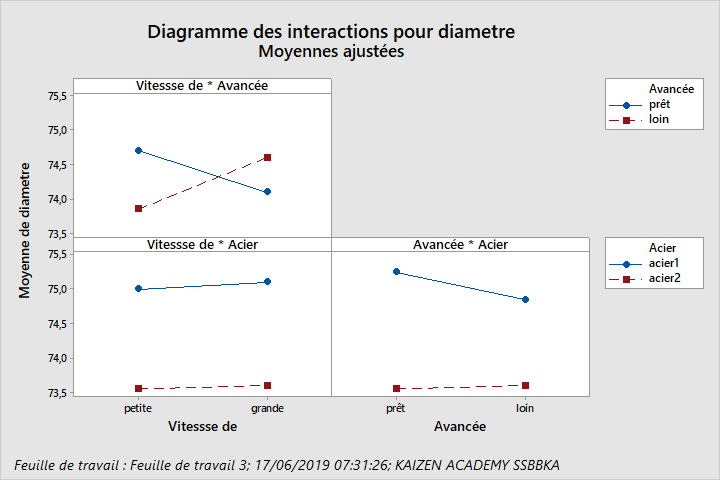
Phase d’analyse
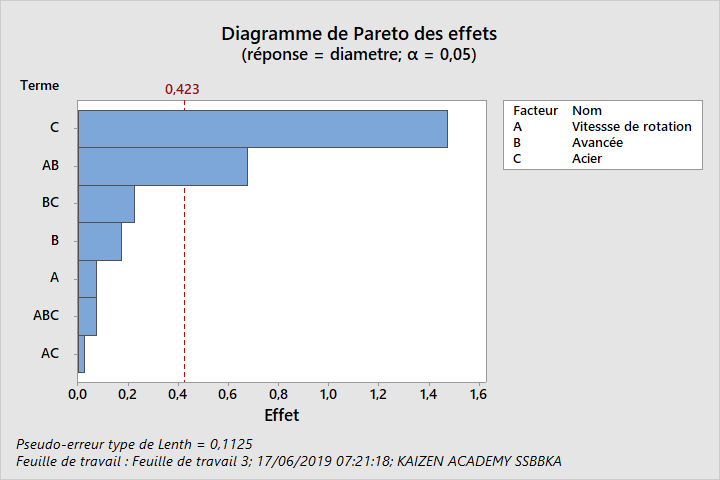
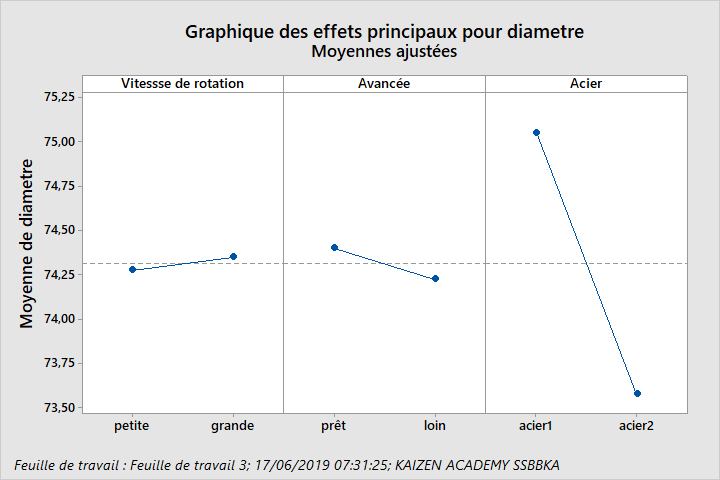
Le patron analyse le processus et découvre que la teneur en graisse et ses variations sont fortement influencées par la quantité d’huile utilisée par les employés sur les trois différentes grilles utilisées pour la fabrication des hamburgers.
Phase d’amélioration
Le patron normalise le processus de sorte que l’utilisation de l’huile sur les trois différentes grilles soit contrôlée. Une machine automatique est achetée et installée pour distribuer de l’huile sur un gril chaque fois qu’un hamburger est fabriqué.
Afin de vérifier si le processus s’est vraiment amélioré, le responsable des opérations sélectionne au hasard 20 hamburgers et mesure la teneur en matières grasses (en grammes) dans chacun d’entre eux de la manière suivante:
14,9 15,0 15,4 15,3 15,2 15,1 14,9 14,8 15,6 14,5 15,3 15,8 15,0 15,0 14,3 15,3 15,2 14,7 15,1 14,7
On procède au test statistique suivant et on obtient les résultats suivants :
Test T à 2 échantillons et IC : avant; aprés
Méthode
| μ₁ : moyenne de avant |
| µ₂ : moyenne de aprés |
| Différence : μ₁ – µ₂ |
Les variances ne sont pas supposées égales pour cette analyse.
Statistiques descriptives
| Echantillon | N | Moyenne | EcTyp |
ErT moyenne |
| avant | 20 | 16,61 | 2,11 | 0,47 |
| aprés | 20 | 15,055 | 0,359 | 0,080 |
Estimation de la différence
| Différence |
IC à 95% pour la différence |
| 1,555 | (0,559; 2,551) |
Test
| Hypothèse nulle | H₀ : μ₁ – µ₂ = 0 |
| Hypothèse alternative | H₁ : μ₁ – µ₂ ≠ 0 |
|
Valeur de T | DL |
Valeur de P |
| 3,26 | 20 | 0,004 |