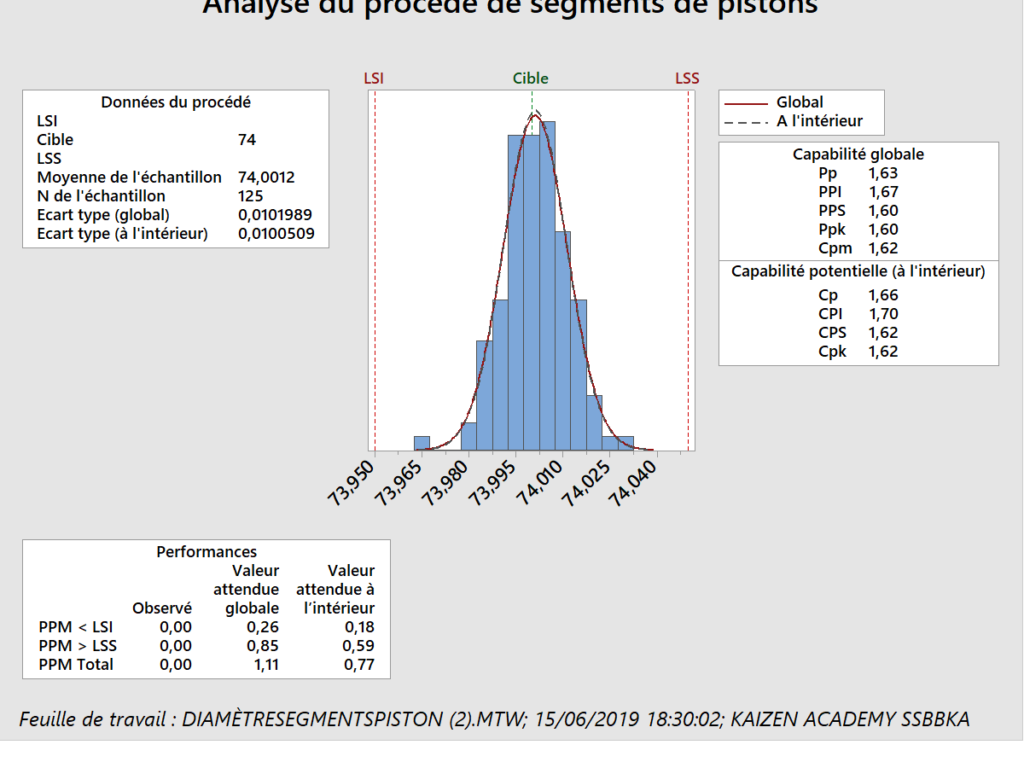
Un fabricant de moteurs utilise un procédé de forgeage pour fabriquer des segments de pistons. Les ingénieurs qualité veulent évaluer la capabilité du procédé. Ils collectent 25 sous-groupes de cinq segments de pistons et en mesurent le diamètre. Les limites de spécification pour le diamètre d’un segment sont 74,0 mm ± 0,05 mm.
Les ingénieurs effectuent une analyse de capabilité normale afin d’évaluer le diamètre des segments par rapports aux limites de spécification.
I- Analyse de capabilité
Après analyse de capabilité l’ingénieur a représenté les résultats dans le graphe suivant
II- ANALYSE DE VARIANCE
Nous utilisons pour le fraisage de nos segments de pistons, nous utilisons trois types d’Inox, nous voudrons savoir si les trois types produisent le même segment de piston.
Pour se faire nous avons utilisé un échantillon de 10 mesures pour chaque acier.
et nous avons obtenu les résultats suivants
| Groupes | Nombre d’échantillons | Somme | Moyenne | Variance |
| Acier Inox 1 | 10 | 740,054 | 74,0054 | 0,0001476 |
| Acier Inox 2 | 10 | 740,055 | 74,0055 | 0,000140278 |
| Acier Inox 3 | 10 | 739,995 | 73,9995 | 0,000116944 |
| Source des variations | Somme des carrés | Degré de liberté | Moyenne des carrés | F | Probabilité | Valeur critique pour F |
| Entre Groupes | 0,000236 | 2 | 0,000118033 | 0,874704946 | 0,42846978 | 3,35413083 |
| A l’intérieur des groupes | 0,003643 | 27 | 0,000134941 | |||
| Total | 0,003879 | 29 |
III-ANALYSE DE RÉGRESSION LINÉAIRE
Après la phase de mesure et d’analyse on a constaté ce qui influence plus la variabilité du diamètre est l’avancées de la pièce. On a étudié cette cause et nous avons élaboré le schéma ci-dessous:
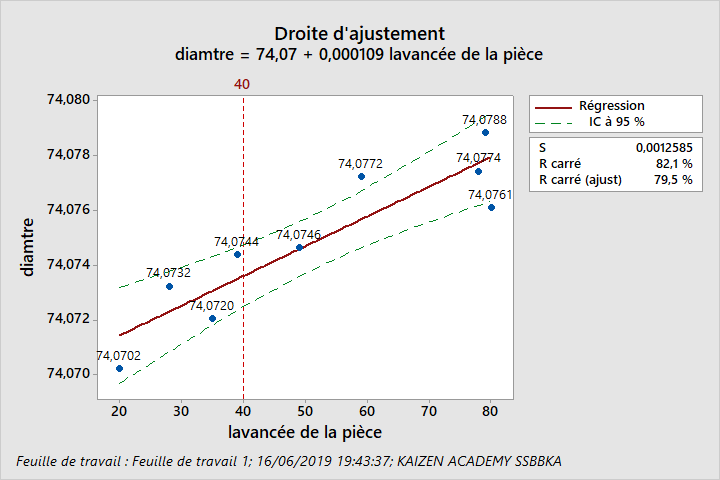
Analyse de régression : diamètre en fonction de l’avancée de la pièce
L’équation de régression est
diamètre = 74,07 + 0,000109 lavancée de la pièce
Récapitulatif du modèle
| S | R carré | R carré (ajust) |
| 0,0012585 | 82,09% | 79,53% |
Analyse de variance
| Source | DL | Somme des carrés | CM | F | P |
| Régression | 1 | 0,0000508 | 0,0000508 | 32,08 | 0,001 |
| Erreur | 7 | 0,0000111 | 0,0000016 | ||
| Total | 8 | 0,0000619 |
Droite d’ajustement : diamètre en fonction de l’avancée de la pièce
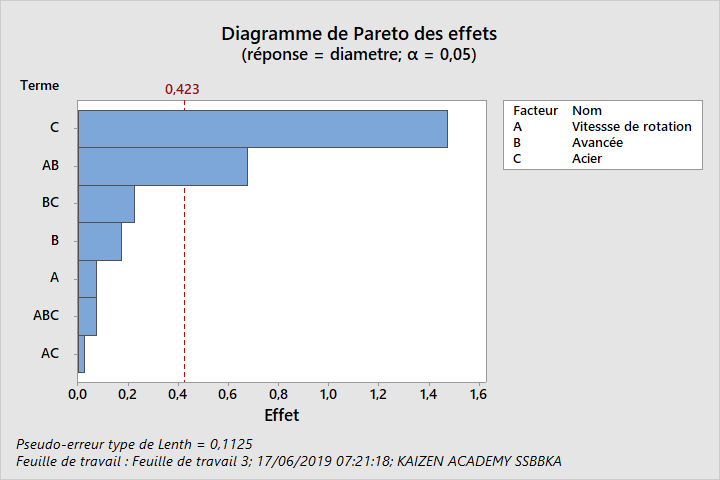
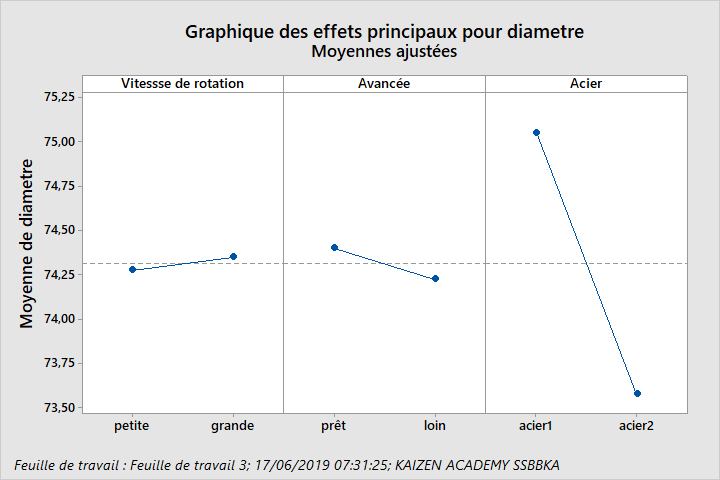
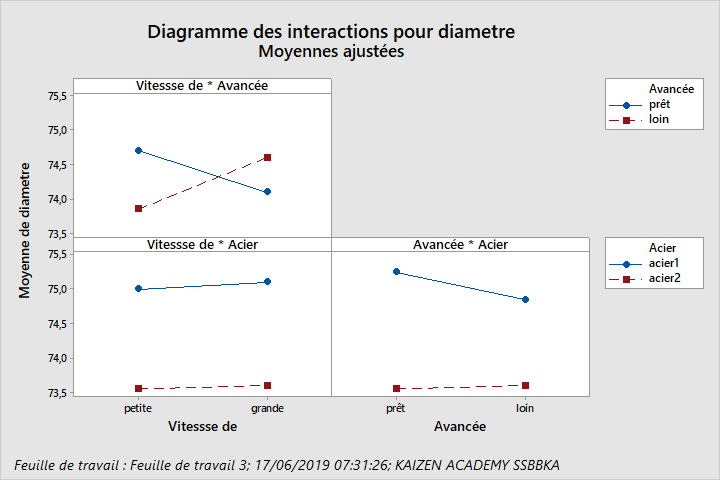
IV- Plan d’Expérience
Notre dernière étape est d’élaborer un plan d’expérience, donc on a procédé à une suite d’essais d’une expérimentation, pour en acquérir de nouvelles connaissances en maîtrisant un ou plusieurs paramètres d’entrée pour obtenir des résultats validant un modèle avec une bonne économie .
ci-dessous le résumé du plan:
Plan factoriel complet
Récapitulatif du plan
| Facteurs : | 3 | Plan de base : | 3; 8 |
| Essais : | 8 | Répliques : | 1 |
| Blocs : | 1 | Points centraux (total) : | 0 |
Tous les termes sont exempts d’alias.